Molecular Beam Epitaxy MBE
14 February 2022
Molecular Beam Epitaxy or MBE is an Ultra-High-Vacuum (UHV)-based technique for producing high quality epitaxial structures with monolayer control.
Since its introduction in the 1970s as a tool for growing high-purity semiconductor films, MBE has evolved into one of the most widely used techniques for producing epitaxial layers of metals, insulators, and superconductors as well. Today MBE is an indispensable tool in compound semiconductor industry, both at research and production level.
A typical MBE growth rates for group III-V type semiconductors are of the order of 1 um/hour, obtained for group III partial pressures of ~10e-6 torr. With atomic density in the crystal about 10e22.cm-3, this means that to reduce the impurity concentration below 10e15.cm-3, the impurity partial pressures must be reduced below ~10e-13 Torr.
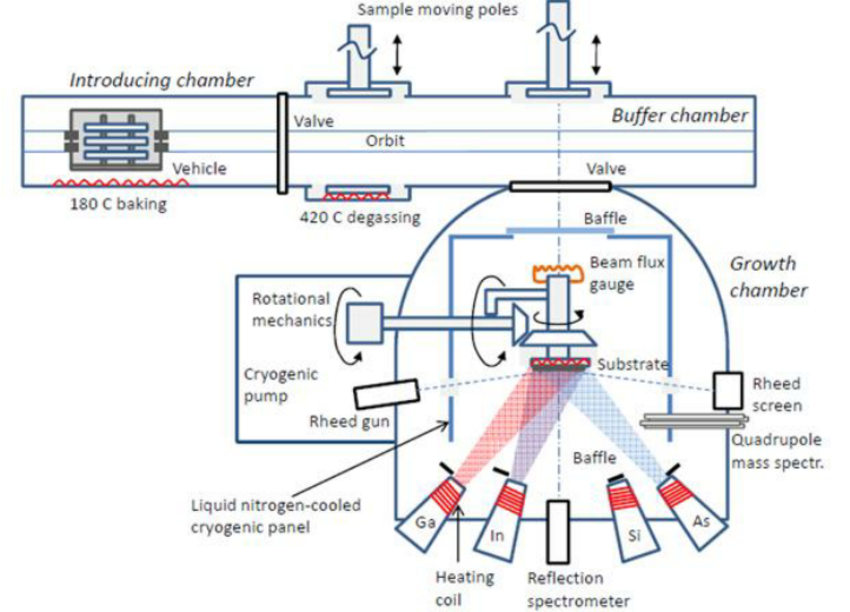
Liquid N2 is very important component for successful operation of MBE. MBE system relies on Liquid N2 cryopanels, built internally around both the main chamber wall and the source flange. Since MBE is a cold wall technique, cryopanels are used to prevent re-evaporation of molecules from parts other than the hot effusion cells.
Besides, they provide thermal isolation among the different cells, as well as additional pumping of the residual gas. Low vapor pressure liquid N2 supply within cryopanels during wafer growing process is paramount to ensure impurities partial pressure are maintain consistently below 10e-12 Torr.
CSM-Cryogenic, a Malaysian based company has developed a very advanced closed loop liquid nitrogen circulation system for Molecular Beam Epitaxy MBE wafer growing process.
Close loop LN2 circulation system
CSM design LN2 close loop circulation system for many MBE system in the world, such as Riber, DCA and Veeco. It has been widely use in many customers for compound semiconductor device development such as infra-red, optical communication and many others. Our system is available in static vacuum or dynamic vacuum insulation. A complete close loop system consist of phase separator with multiple outlets, triax hoses, modular fittings and vacuum jacketed valve for liquid nitrogen flow control and isolation.
CSM closed loop LN2 system for MBE is maintained at atmospheric pressure at all time. The controller allow the phase separator to self-regulate the LN2 supply flow rate to MBE in a close loop manner, keeping cryopanel always filled full with liquid nitrogen at different operating conditions.
CSM close loop LN2 system allows the following benefits:
- LN2 saving up to 30%
- Efficient cryopanel cooling to -196 deg oC
- Ease of LN2 operation - self regulating LN2 flow rate according thermal load at various stages of MBE system operation
- No dewar handling
- Safety
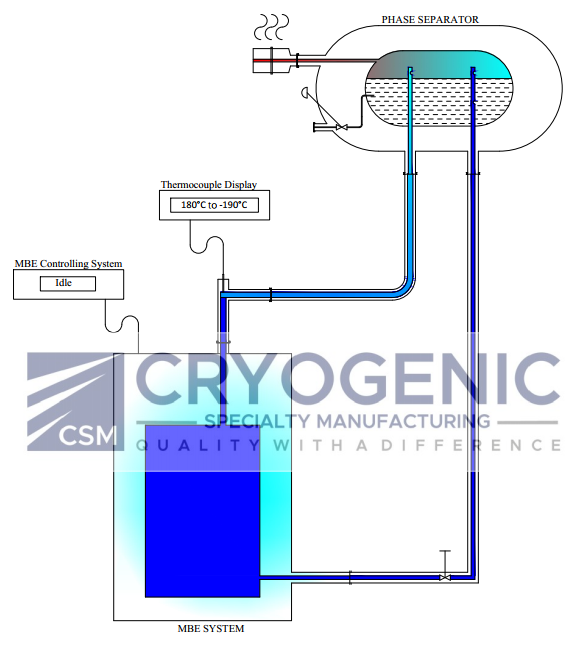
MBE at standby mode
The LN2 system is at thermo-equilibrium. cryopanel is at room temperature, insulated under Ultra-High Vacuum environment, and it is at the lowest heat load. The LN2 consume* by the cryopanel at this stage is at the minimum, usually about half the amount consumes during the wafer growing stage.
The LN2 flow rate within the close loop system is directly proportioned to heat flux surrounding the cryopanel.
CSM LN2 circulation system will maintain single phase “cold liquid” in the Triax-Feed line & cryopanel at temperature -196 °C and density of 0.81, and two phase “warm liquid-vapor mixture” in coax-return line at temperature between -180 °C to -196 °C and density of 0.70 ~ 0.77 depend on the heat load at the cryopanel.
*Note: LN2 flow consumption during standby mode is provided by MBE manufacturer. LN2 system supplier has the responsibility to ensure the phase separator and piping system is engineered and sized to meet MBE flow requirement.
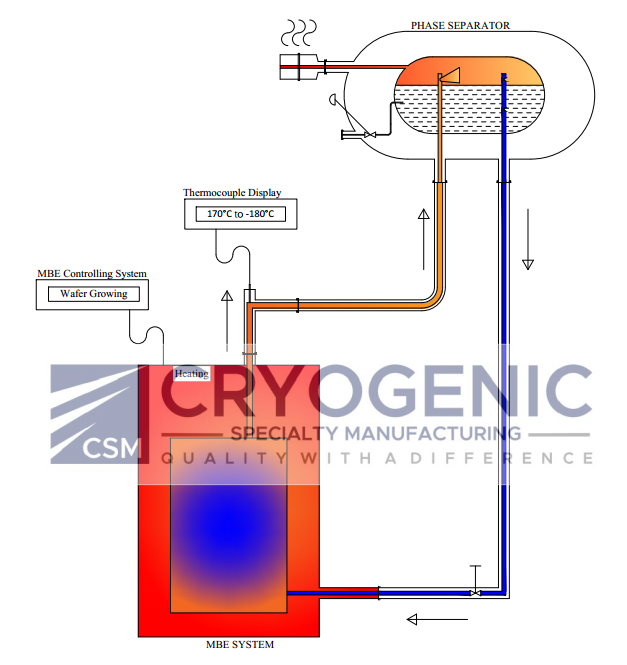
MBE at wafer gowing mode
At this stage, thermal load is the highest and so does LN2 flow rate and consumption. During wafer growing, cryopanel absorbs heat load from the growth chamber. The heat load varies depend on type of wafer growing process.
The pure LN2 in cryopanel will begins to boil and become two phase liquid-vapor mixture. The warmer liquid begins to rise in the cryopanel and return to phase separator through the coax-return line. The warmer liquid subsequently undergoes phase separation into pure liquid and warm vapor.
Pure liquid nitrogen is kept by reservoir for feeding back into the MBE cryopanel and warm vapor is vented out to the atmosphere.
During this time, cryopanel is constantly fed with cold LN2 from the phase separator in an increasing amount via the Triax-Feed line until a thermo-equilibrium is achieved. The LN2 feeding flow rate is controlled by the LN2 system in an independent and autonomous fashion in response to MBE heat load variation.
The Cryogas LN2 circulation system is capable to maintain a constant cold liquid phase in Triax-Feed line at temperature -196 °C, and warmer “liquid-vapor” phase in coax-return line at between -170 °C to -190 °C subject to the heat load at the cryopanel.
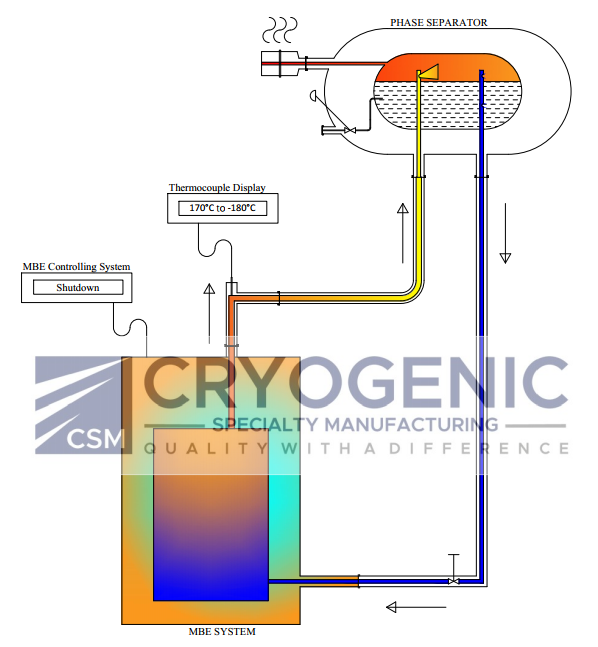
MBE at the end of wafer growing
Once the wafer growing process is interrupted or stopped, the heat load to the cryopanel will gradually reduce. The liquid circulation flow rate will reduce in proportion to the heat load.
The Fresh LN2 is fed continuously in reducing fashion into the cryopanel until a thermo-equilibrium is achieved.
The LN2 circulation system is capable to maintain pure liquid phase in Triax-Feed line at temperature -196 °C, and warmer “liquid-vapor” phase in coax-return line at between -175 to -190 °C depend on heat load at the cryopanel.
Back